
ISO 286 Toleransları
Blog gönderi açıklaması.

ISO 286 Tolerans Sistemi ve Geçme Hesapları: H7, h6, g6, k6 ve p6 Gerçekte Ne Anlama Geliyor?
Giriş
Makine imalatında en sık karşılaşılan teknik resim notlarından biri H7, h6, g6 veya k6 gibi tolerans tanımlarıdır. Ancak birçok teknik personel bu ifadelerin arkasındaki mantığı tam olarak bilmeden kullanmaktadır.
Gerçekte bu kodlar, parçaların birbirleriyle nasıl çalışacağını, montaj kuvvetlerini, yataklama davranışını, titreşim seviyelerini ve hatta ürün ömrünü belirler.
Bu yazıda ISO 286 tolerans sisteminin mantığını, temel sapmaları ve geçme türlerini gerçek mühendislik örnekleriyle inceleyeceğiz.
ISO 286'nın Temel Mantığı
Bir ölçü iki unsurdan oluşur:
Nominal Ölçü
Tolerans Bölgesi
Örneğin:
50 H7
ifadesinde;
50 mm = Nominal ölçü
H7 = Tolerans bölgesi
olarak tanımlanır.
Tolerans bölgesi iki parçadan oluşur:
Harf → Konum
Rakam → Hassasiyet
Örneğin H7'de:
H = Toleransın sıfır çizgisine göre konumu
7 = Tolerans genişliği
Sıfır Çizgisi Nedir?
ISO sisteminde tüm hesaplamalar nominal ölçü üzerinden yapılır.
50 mm ölçüsü için:
50.000 mm
referans çizgisi olarak kabul edilir.
Bu çizgiye "Sıfır Çizgisi" denir.
Tüm tolerans bölgeleri bu çizginin altında veya üstünde yer alır.
H Toleransı Neden Bu Kadar Yaygındır?
Delik sisteminde en yaygın kullanılan referans H'dir.
Çünkü:
Alt sapma = 0
Üst sapma = pozitif
Örnek:
50 H7
Minimum çap:
50.000 mm
Maksimum çap:
50.025 mm
Bu yüzden üretimi kolaylaştırır.
h Toleransı Nedir?
Millerde en yaygın kullanılan tolerans bölgesi h'dir.
Üst sapma sıfırdır.
Örnek:
50 h6
Maksimum çap:
50.000 mm
Minimum çap:
49.984 mm
Bu nedenle h toleransı birçok mil uygulamasında tercih edilir.
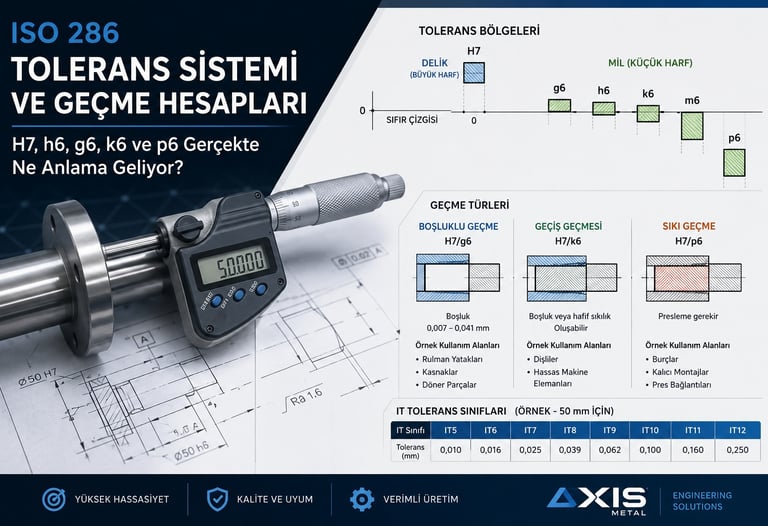
Geçme Sistemleri Nasıl Oluşur?
Bir delik ve bir mil toleransının birleşmesiyle geçme meydana gelir.
H7/g6
Boşluklu Geçme
Kullanım:
Elektrik motorları
Kasnaklar
Hafif dönen elemanlar
Tipik boşluk:
0,007 – 0,041 mm
H7/k6
Geçiş Geçmesi
Kullanım:
Dişliler
Hassas bağlantılar
Boşluk veya hafif sıkılık oluşabilir.
H7/m6
Hafif Pres Geçmesi
Kullanım:
Burç montajları
Güç aktarım sistemleri
H7/p6
Sıkı Pres Geçmesi
Kullanım:
Kalıcı montajlar
Ağır yük taşıyan sistemler
Gerçek Bir Örnek
Bir redüktör dişlisi düşünelim.
Mil çapı:
Ø40 mm
Dişli göbeği:
Ø40 H7
Eğer mil:
40 g6
üretilirse dişli rahatça takılır.
Ancak:
40 p6
üretilirse montaj için hidrolik pres gerekir.
Yani aynı ölçüde yalnızca tolerans değişerek montaj yöntemi tamamen değişebilir.
ISO 286'da Neden Çok Fazla Harf Vardır?
Delikler:
A-ZC
Miller:
a-zc
arasında onlarca farklı tolerans bölgesi bulunur.
Bunlar:
Boşluklu geçmeler
Geçiş geçmeleri
Pres geçmeleri
oluşturmak amacıyla geliştirilmiştir.
Pratikte en yaygın kullanılanlar:
H
G
F
ve
h
g
f
k
m
n
p
gruplarıdır.
Hassasiyet ve Maliyet İlişkisi
Birçok mühendis gereksiz yere dar tolerans istemektedir.
Örnek:
±0,10 mm
yerine
±0,01 mm
istenmesi;
İşleme süresini artırır
Ölçüm süresini artırır
Takım ömrünü azaltır
Hurda oranını yükseltir
Bazı projelerde maliyet %50'nin üzerinde artabilir.
Bu nedenle doğru tolerans seçimi, üretim mühendisliğinin en kritik konularından biridir.
ISO 286 Kullanırken Yapılan Hatalar
Her yere H7 istemek
Fonksiyon gerektirmeyen yerlerde IT6 kullanmak
Ölçüm ekipmanlarını dikkate almamak
İşleme yöntemine uygun olmayan tolerans vermek
Isıl işlem sonrası deformasyonu hesaba katmamak
Bu hatalar üretim maliyetlerini ciddi şekilde yükseltir.
Sonuç
ISO 286 yalnızca bir tolerans standardı değil, parçaların birlikte çalışmasını sağlayan evrensel bir mühendislik dilidir. Doğru geçme seçimi, ürün performansını artırırken maliyetleri düşürür ve üretim süreçlerini kolaylaştırır.
Axis Metal olarak makine parçaları, kalıplar ve özel mühendislik projelerinde ISO 286 standardına uygun tolerans analizleri gerçekleştiriyor, üretilebilirlik ve maliyet optimizasyonunu birlikte değerlendirerek müşterilerimize en doğru çözümleri sunuyoruz.